點焊機操作規程
- 發表時間:2024-09-14
- 來源:本站
- 人氣:461
點焊機操作規程
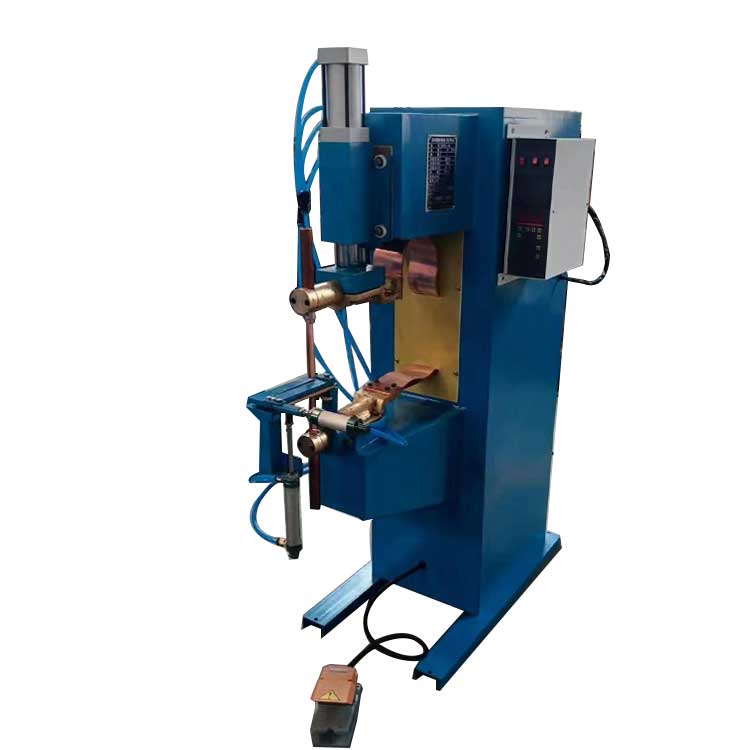
1、焊(han)接時應先調節電(dian)(dian)極桿的位(wei)置,使電(dian)(dian)極剛好壓到焊(han)件(jian)時,電(dian)(dian)極臂(bei)保持互相平行。
2、電(dian)流調(diao)節數據(ju)的選(xuan)擇(ze)可按焊件厚度與(yu)材質而選(xuan)定。通電(dian)后(hou)電(dian)源(yuan)指示燈應亮,電(dian)極壓(ya)力大小可調(diao)整壓(ya)力表。
3、在(zai)完成上述調整后,可先接(jie)通冷卻水(shui)后再接(jie)通電源準備(bei)焊接(jie)。焊件置于兩電極(ji)之間,踩下腳踏板(ban),并使(shi)上電極(ji)與焊件接觸并加壓(ya),變壓(ya)器開始工作次級回(hui)路通電使(shi)焊件加熱,單點焊接過程結束。
4、焊(han)(han)件準備及裝(zhuang)配:鋼焊(han)(han)件焊(han)(han)前須清(qing)除(chu)一切臟(zang)物、油污、氧化(hua)皮及鐵銹,對(dui)熱(re)軋(ya)鋼,最好把焊(han)(han)接處(chu)先經過酸洗(xi)、噴砂或用(yong)砂輪清(qing)除(chu)氧化(hua)皮。未經清(qing)理的焊(han)(han)件雖能進行點焊(han)(han),但(dan)是嚴重地降(jiang)低(di)(di)電極的使用(yong)壽命,同時降(jiang)低(di)(di)點焊(han)(han)的生產效(xiao)率和質(zhi)量。對(dui)于有薄(bo)鍍層的中低(di)(di)碳鋼可(ke)以直接施(shi)焊(han)(han)。
推薦資訊
- 2025-08-01慶八一
- 2025-03-13一區二區三區國產:打擊整治網絡謠言倡議書
- 2024-10-19對焊機的使用方法
- 2024-09-14點焊機操作規程
- 2024-07-09一區二區三區國產:中頻點焊機與交流點焊機的區別
- 2024-03-13點焊機的使用方法
- 2023-08-12凸焊機特點與用途
- 2023-08-12一區二區三區國產:中頻點焊機特點與用途
- 2023-08-12一區二區三區國產:金屬焊接種類和特點
- 2023-08-12點焊機工藝與原理
- 2023-08-12點焊機類型與功能
- 2023-08-12一區二區三區國產:鐵絲工藝品焊接設備